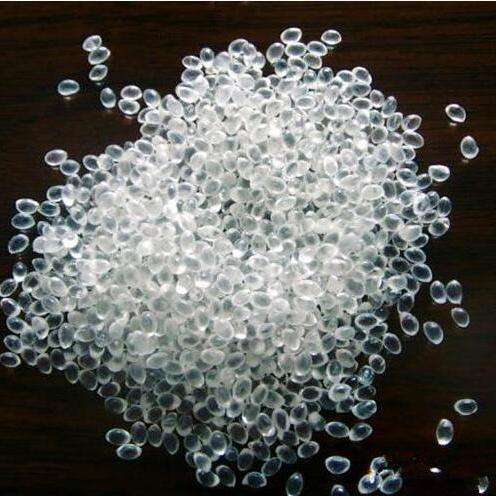
高透tpe,透明tpe,二次注塑tpe
二次注塑成型工艺是主要是指热塑性弹性体(TPE,TPR)通过熔融粘附结合到工程塑胶(PP,PC,ABS,PA,PS,PE,POM)的一种注塑过程。现在主要有两种实现粘合的加工方法:二次成型和共挤出....
确保在二次成型过程中有良好的附着力的最好加工方法,是让注塑成型机在整个过程自动进行,即工程塑料先注入,然后开模将热塑性弹性体合金注射到模具。当然,也有可能注入的第一步是热塑性弹性体合金TPE,然后才是工程塑料。另一种方法是先加工工程塑料部分,然后手动移动它到另一套模具,将热塑性弹性体TPE注塑到工程塑料件表面。后一种方法工作量大,而且在模具之间的移动时,还要求与工程塑料的外部关联。